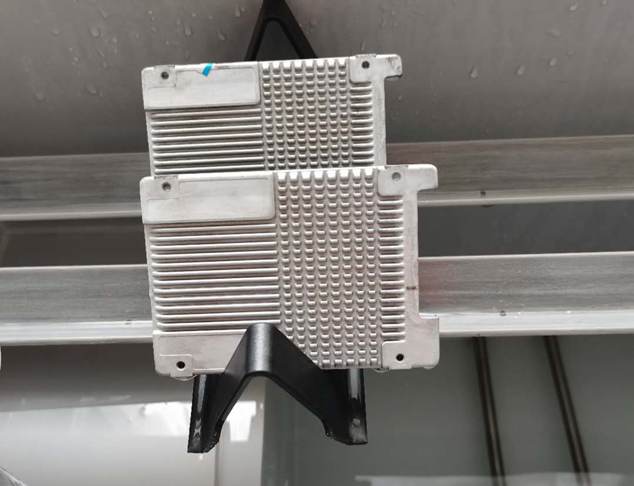





HOS-999A铝及铝合金高盐雾本色钝化剂
一、特点:1、能在铝及高硅铝表面形成致密的无色化学转化膜,具有非常强的耐蚀性;
2、根据ASTMB-117 SS中性盐雾测试标准,铝合金裸膜中性盐雾可达720小时以上,高硅铝如:ADC12、A380中性盐雾120小时以上无腐蚀,膜层接触电阻低;
3、用于铝材和铝合金及铝压铸件,同时也用于粉末喷涂、喷漆的前处理,耐蚀性好,附着力强。
4、形成一层无色膜层,膜层具有耐高温120℃而不减其防蚀能力。
5、适用于浸没、喷淋、涮擦拭工艺操作。
6、环保、安全无毒、操作生产设备成本低,废水处理简单。
应用:
开缸前请将槽子彻底清洗干净,对于新槽或新的生产线,先用5-10%硫酸溶液清洗,然后用水清洗干净,加入所需的去离子水及HOS-999A浓缩液,搅拌均匀,测其PH值,并调整PH值至范围内。
二、HOS-999A配槽方法
1、浓度:HOS-999A 去离水:999A=3:1
2、温度: 20-40℃
3、PH值: 3.8-4.0(用1%氢氧化钠缓慢调整)
4、时间: 8-10分钟 (适用于高防腐蚀处理)
5、槽体材料:PVC、PP、不锈钢
6、排风装置:无需使用
三、后处理剂配槽方法
1、浓度: 去离水:后处理=3:1
2、温度: 20-40℃
3、PH值: 3.0-3.5(用稀硝酸溶液或稀氨水调节工作液pH 值)
4、时间: 4-6分钟 (适用于高防腐蚀处理)
5、槽体材料:PVC、PP、不锈钢
6、排风装置:无需使用
工艺用水要求:所有工艺槽的配制用水必须用去离子水或蒸馏水;化学转化处理前后的清洗用水必须用去离子水或蒸馏水;其它清洗用水必须达到 GB 5749 饮用水要求。
(注:去离子水或蒸馏水的水质要求达到 PH=5.0-7.5,电导率不大于 10 μS/cm)
四、推荐处理工艺:
1、铝压铸件高抗盐雾处理流程:
除油-水洗-水洗-碱蚀-水洗-水洗-洗白-水洗-纯水洗-钝化(HOS-998三价铬钝化剂)-水洗-纯水洗-后处理-纯水洗-纯水洗-烘干(60-100℃)
2、型材铝及铝合金处理流程:
三合一除油——水洗——水洗——钝化(HOS-999A钝化剂)——水洗——水洗——烘干(60-100℃)
维护方法:1、根据产量安排分析次数,按浓度分析结果和PH值测定结果将溶液调整到最佳的浓度和PH值。
2、消耗补充:每处理1㎡产品(不包含带出)需添加15-30ml浓缩液。